

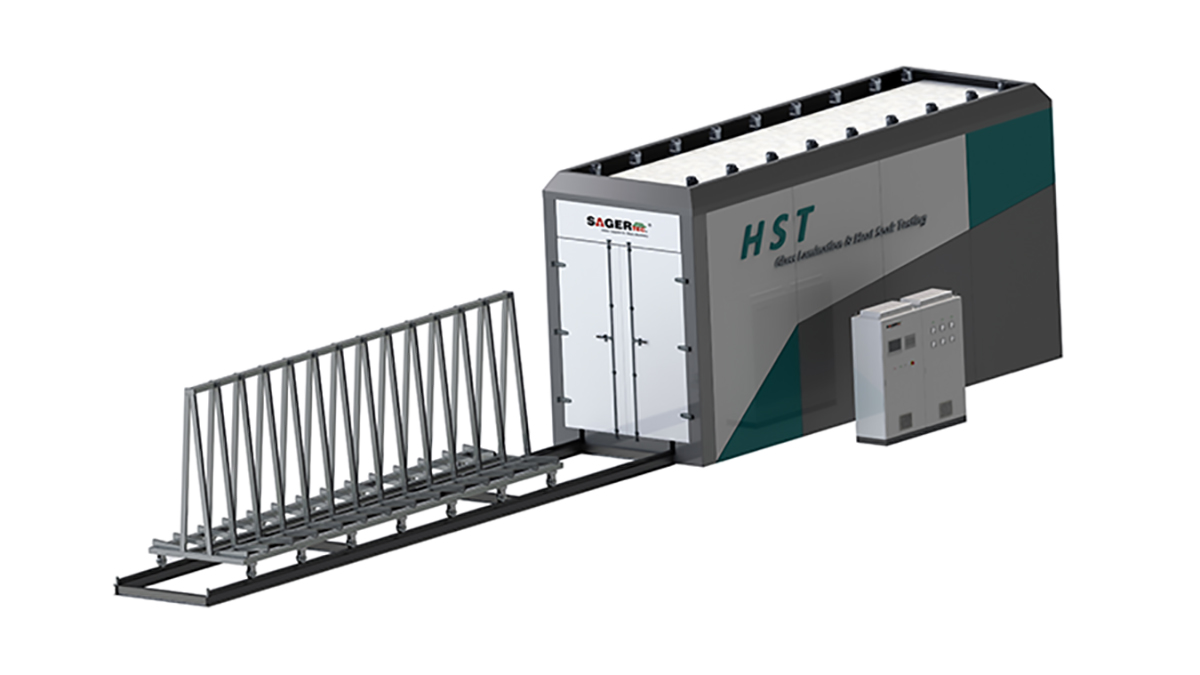
Wärmebehandlungsofen (HST)
Vorgespanntes Glas kann ohne äußere Krafteinwirkung spontan brechen, was in seiner Beschaffenheit liegt. Ursache ist Nickelsulfid im Glas. Während der Aufheizphase des Vorspannprozesses liegt Nickelsulfid bei hohen Temperaturen als β-Nickel vor. Bei der schnellen Abkühlung in der Kühlphase bleibt nicht genügend Zeit für die Umwandlung in das bei niedrigen Temperaturen liegende β-Nickel. Diese morphologische Umwandlung hält nach dem Einbau des vorgespannten Glases noch bis zu zehn Jahre an und führt so zum spontanen Bruch. Ein Wärmebehandlungsofen dient als Hilfsmittel beim Vorspannen. Nach Abschluss des Vorspannprozesses wird der Ofen eingesetzt, um Bruch nach dem Einbau zu vermeiden. Dies erhöht die Sicherheit und Zuverlässigkeit des Gebäudes. Die Anlage zeichnet sich durch computergestützte Prozessüberwachung und -steuerung, Mehrkurvenanzeige, Datenspeicherung, Protokollprüfung und Kurvendruck aus. Sie kann für die Trocknung von Niedrigtemperatur-Fritten und das Vorpressen von Biegelaminaten erweitert werden. Die Anlage ist kundenspezifisch anpassbar.

| Modell | SZ-HST-Serie |
Maximale Glasgröße | 3300*2500mm; 4500*2500mm; 6000 x 2500 mm; 8000 x 2500 mm |
Glasdicke | 3-19 mm |
Steuerungssystem | SPS mit Touchscreen |
| Maximale Temperatur | 300 Grad Celsius |
Dimension | Hängt vom Modell ab. |


